
Air Equipment was recently asked to review a customers compressed air system with the aim of optimising compressed air energy savings and hopefully saving the customer money on their compressed air related energy bills. The company based in Cambridgeshire, is a precision machine shop that works mostly in the performance / sports car industry. They were spending in the order of £50k per year on electricity to power their air compressors. They had 1 x 15kw and 2 x 11kw fixed speed compressors feeding a 500l receiver. The air is mostly used for CNC machine tools.
The main complaint from the customer was that at some times of the day some of the CNC machine tools were tripping out due to lack of pressure in the air system.
Air Equipment carried out a datalogging exercise on the three compressors, an air leak survey and an energy audit of the complete system. From these exercises we were able to identify a number of areas of improvement on their compressed air system.
Results of the analysis undertaken
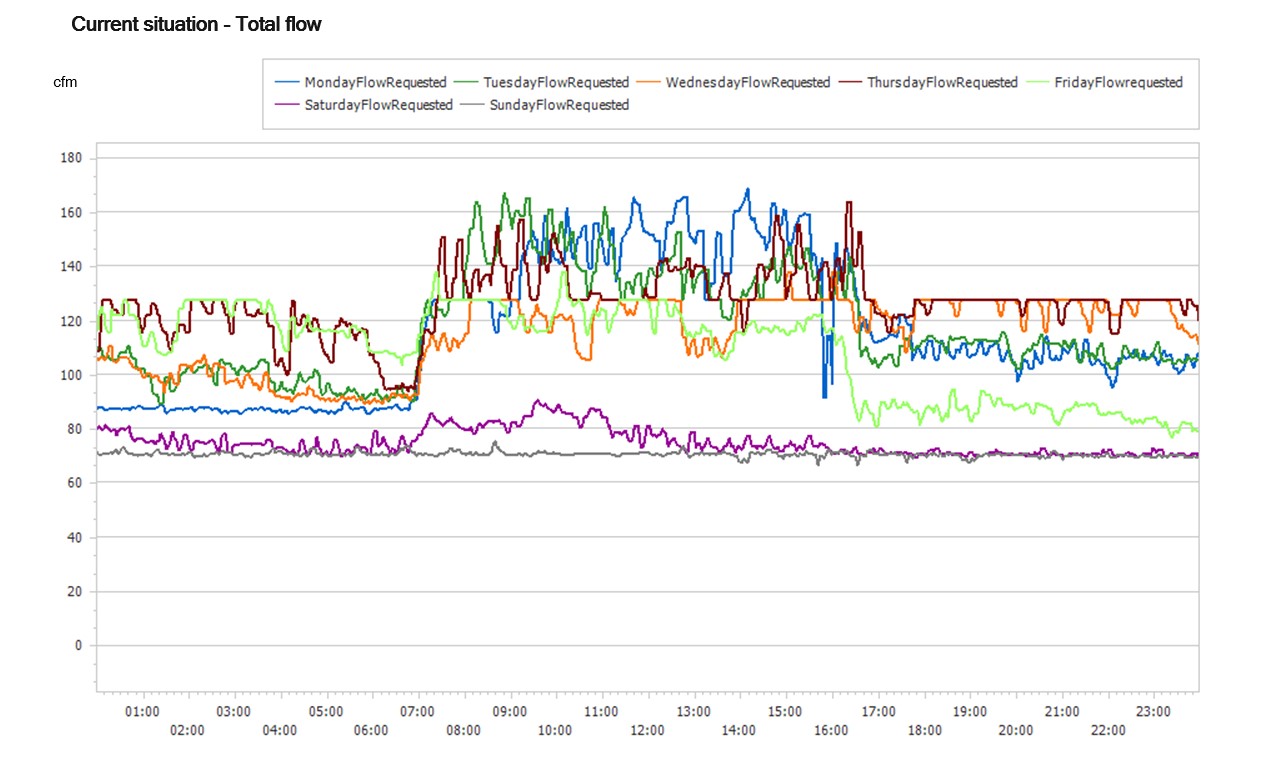
Datalogging – This showed that the compressors were using approx £50k in energy pa, but not all the compressors were running all the time even at times when the workshop was short of air. The average demand for air was approx 120 cfm with peaks at about 160 cfm. They were using about 70 cfm over the weekend when the workshop was closed. The chart below shows the results of the first datalog. The different colours show air demand on different days across the week, the height of the line shows the air demand in cfm though the 24hr period
Air leaks – This showed there were a total of about 24 separate leaks with a leakage volume of about 40 cfm.
Energy audit – This showed that the plant room pipework was undersized for the required flow rates, the air receiver was marginally undersize, the compressors were operating at higher pressures than necessary, the compressors were all fixed speed with different pressure ratings, the workshop pipework was partially arranged in a ring and partially as a spur, but the pipework size was adequate for the expected flow rates.
Actions we took
We recommended a number of actions to improve the efficiency of the overall system, which the customer accepted and we carried out on their behalf. Actions taken:-
– Increase the pipework size in the plant room to minimise pressure losses and optimise flow into the workshop.
– Install an ‘airsaver’ (automatic timed valve) after the air receiver to minimise losses over the weekend when the workshop is not operating and the compressors aren’t required to run.
Results of the improvements made
The first anecdotal response from the workshop, as soon as the changes were made, was that the lack of air / low pressure issues had gone. They now had plenty of air as a result we could reduce the set pressures on the compressors
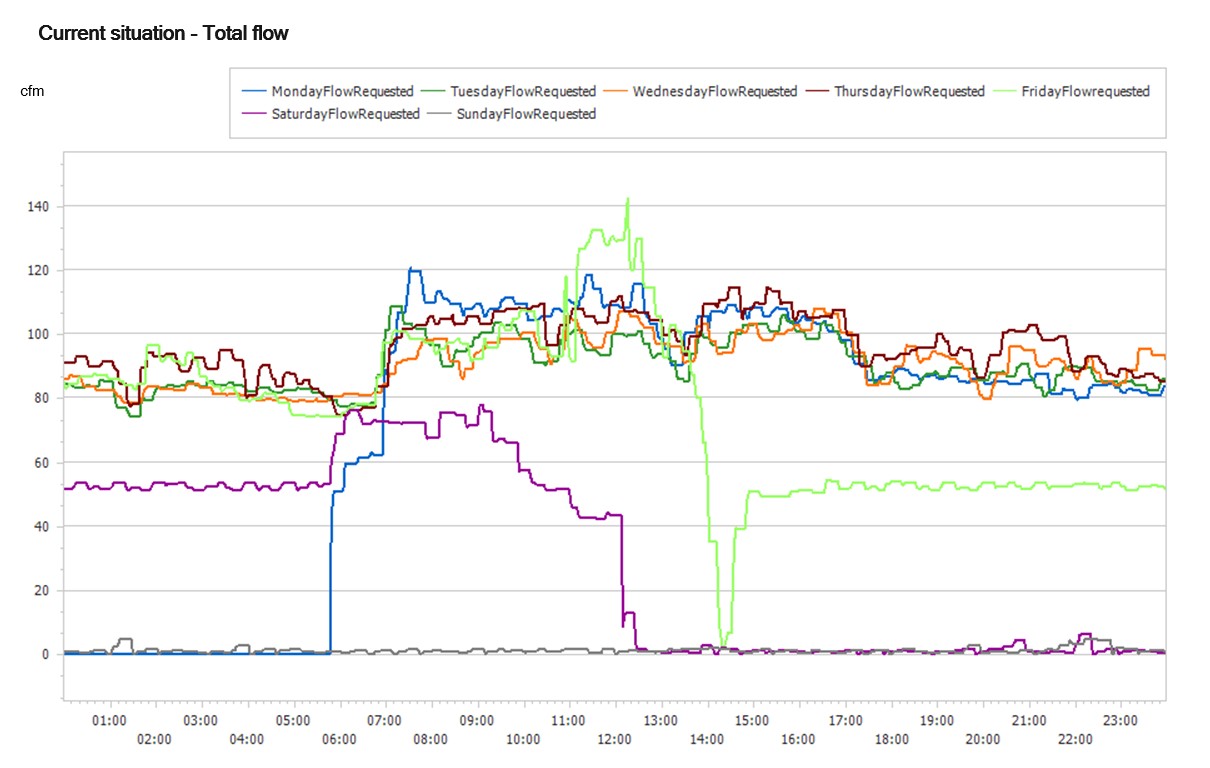
We completed another datalogging test after completing all the actions. This showed that the overall spend on electricity had reduced by about £20k pa for the same or more air supply. This reduction is as a result of fixing the leaks, reducing the workload of the compressors and enabling fewer compressors to supply the required volume of air at lower pressures. Also, by shutting off the wasted air usage over the weekends. The payback on these changes was around 3 months. The chart below shows the air demand after the changes were made. Note the lower overall demand due to leaks fixed and larger pipework, lower peak demands and Saturday pm and Sunday demand is now reduced to zero due to the automated valve.
Now the basic system issues have been solved, we are able to offer further energy improvements by installing a variable speed compressor. This should save a further £6k pa in energy spend and offer more air capacity for future company development.